PCB����ε�ԭ��Ԥ����ʩ
�༭������й� ���������Ѷ ����ʱ�䣺2022/9/20PCB�徭��������ʱ���������������̣����صĻ����������Ԫ���պ��������������Ӧ��ο˷��أ�
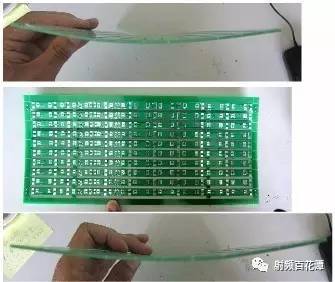
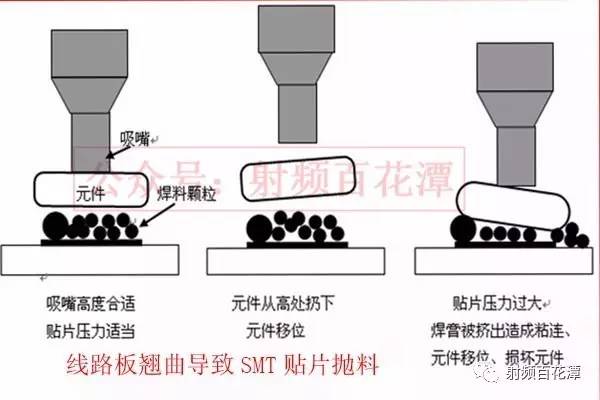
1��PCB����ε�Σ��
���Զ���������װ����,��·������ƽ��,������λ��,Ԫ��������װ����װ�����ӵĿͱ�����װ������,������ײ���Զ���װ����װ��Ԫ�����ĵ�·�庸�Ӻ�������,Ԫ���ź��Ѽ�ƽ���롣����Ҳ��װ���������ڵIJ�����,����,װ�䳧��������ͬ����ʮ�ַ��ա�Ŀǰ�ı�����װ�������ڳ��Ÿ߾��ȡ����ٶȡ����ܻ�����չ,��Ͷ���Ϊ����Ԫ��������PCB������˸��ߵ�ƽ����Ҫ��
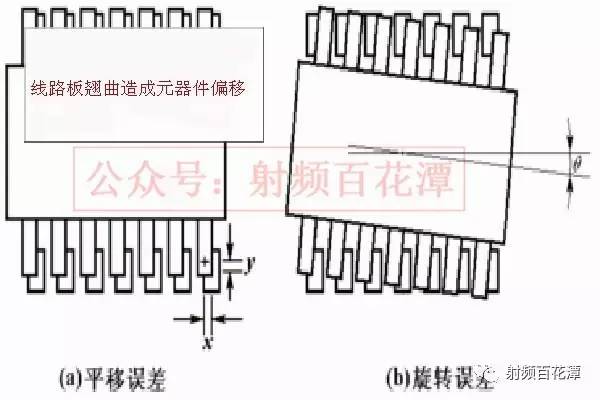
��IPC�����ر�ָ�����б�����װ������PCB����������������Ϊ0.75%,û�б�����װ��PCB����������������Ϊ1.5%��ʵ����,Ϊ����߾��Ⱥ��ٶ���װ������,���ֵ���װ�����ҶԱ�������Ҫ������ϸ�,���ҹ�˾�ж���ͻ�Ҫ����������������Ϊ0.5%,�����и���ͻ�Ҫ��0.3%��
PCB����ͭ������֬���������Ȳ������,�����������ͻ�ѧ���ܾ�����ͬ,ѹ����һ����Ȼ�������Ӧ������,���±��Ρ�ͬʱ��PCB�ļӹ�������,�ᾭ�����¡���е������ʪ�����ȸ�������,Ҳ�������β�����ҪӰ��,��֮���Ե���PCB����ε�ԭ���Ӷ���,��μ��ٻ��������ڲ������Բ�ͬ���ӹ�����ı���,��ΪPCB���������ٵ��������֮һ��
2��PCB����β���ԭ�����
PCB��ı�����Ҫ�Ӳ��ϡ��ṹ��ͼ�ηֲ����ӹ��Ƴ̵ȼ�����������о������Ľ��Կ��ܲ������εĸ���ԭ����Ʒ������з����Ͳ�����
��·���ϵ���ͭ����������ȣ����������̡�
һ���·���϶�������д������ͭ���������ӵ�֮�ã���ʱ��Vcc��Ҳ��������д������ͭ��������Щ�������ͭ�����ܾ��ȵطց���ͬһƬ��·���ϵ�ʱ�ͻ����������ɢ���ٶȲ����ȵ����⣬��·�嵱ȻҲ�����������������������ͬʱ�ͻ���ɲ�ͬ��Ӧ�������Σ���ʱ����ӵ��¶�����Ѿ��ﵽ��Tgֵ�����ޣ����ӾͻῪʼ������������õı��Ρ�
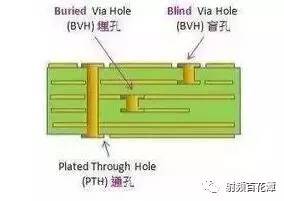
��·���ϸ���������(vias������)�����ư������� ��
�ֽ�ĵ�·����Ϊ���壬���Ҳ����֮�������í��һ�������ӵ�(vias)��������ַ�Ϊͨ�ס�ä������ף��������ĵط������ư�����������Ч����Ҳ������ɰ�������̡�
PCB����ε�ԭ��
��1����·�屾������������ɰ��Ӱ��ݱ���
һ��غ�¯����ʹ��������������·���ڻغ�¯�е�ǰ����Ҳ�������ӵ����ߵ�֧�������Ƭ���ӣ�������������й��ص���������ǰ��ӵijߴ���ͻ���Ϊ���������������ֳ��м䰼�ݵ�������ɰ��䡣
��2��V-Cut����dz����������Ӱ��ƴ�������
������V-Cut�����ƻ����ӽṹ��Ԫ�ף���ΪV-Cut������ԭ��һ���ŵİ�����г�������������V-Cut�ĵط������������Ρ�
2.1 ѹ�ϲ��ϡ��ṹ��ͼ�ζ�����ε������
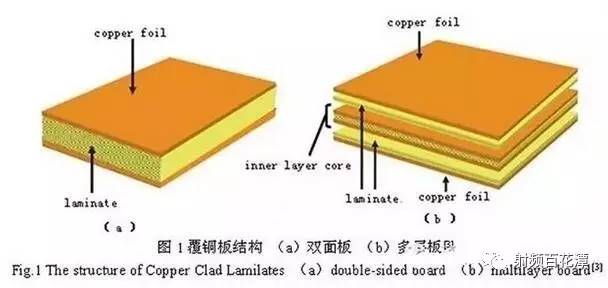
PCB����о��Ͱ�̻�Ƭ�Լ����ͭ��ѹ�϶��ɣ�����о����ͭ����ѹ��ʱ���ȱ��Σ�������ȡ�������ֲ��ϵ�������ϵ����CTE����
ͭ����������ϵ����CTE��Ϊ17X10-6���ң�
����ͨFR-4������Tg����Z��CTEΪ��50~70��X10-6��
TG������Ϊ��250~350��X10-6��X��CTE���ڲ��������ڣ�һ����ͭ�����ơ�
����TG���ע�ͣ�
��Tgӡ�ư嵱�¶����ߵ�ijһ����ʱ�����彫��"����̬��ת��Ϊ����̬������ʱ���¶� ��Ϊ�ð�IJ������¶�(Tg)��Ҳ����˵��Tg�ǻ��ı��ָ��Ե�����¶�(��)��Ҳ����˵��ͨPCB��������ڸ����£������������������Ρ����ڵ�����ͬʱ�������ڻ�е���������Եļ����½���
һ��Tg�İ��Ϊ130�����ϣ���Tgһ�����170�ȣ��е�TgԼ����150�ȡ�
ͨ��Tg��170���PCBӡ�ư壬������Tgӡ�ư塣
�����Tg����ˣ�ӡ�ư�������ԡ��ͳ�ʪ�ԡ��ͻ�ѧ�ԡ����ȶ��Ե�����������ߺ��ơ�TGֵԽ�ߣ���ĵ����¶�����Խ�� ����������Ǧ�Ƴ��У���TgӦ�ñȽ϶ࡣ
��Tgָ���Ǹ������ԡ����ŵ��ӹ�ҵ�ķ�Ծ��չ���ر����Լ����Ϊ�����ĵ��Ӳ�Ʒ�����Ÿ߹��ܻ����߶�㻯��չ����ҪPCB������ϵĸ��ߵ���������Ϊ��Ҫ�ı�֤����SMT��CMTΪ�����ĸ��ܶȰ�װ�����ij��ֺͷ�չ��ʹPCB��С������ϸ��·�������ͻ����棬Խ��Խ�벻������������Ե�֧�֡�
����һ���FR-4���Tg��FR-4������������̬�£��ر�������ʪ�������£�����ϵĻ�еǿ�ȡ��ߴ��ȶ��ԡ�ճ���ԡ���ˮ�ԡ��ȷֽ��ԡ��������Եȸ���������ڲ��죬��Tg��Ʒ����Ҫ������ͨ��PCB������ϡ�
���������ڲ�ͼ�ε�о�����������ͼ�ηֲ���о���Ȼ��߲������Բ�ͬ����ͬ����ͼ�ηֲ���о���Ȼ��߲������Բ�ͬ����ͬ����ͼ�ηֲ��ȽϾ��ȣ���������һ�£�����������Ρ���PCB���ѹ�ṹ���ڲ��Գƻ���ͼ�ηֲ�������ʱ�ᵼ�²�ͬо���CTE����ϴӶ���ѹ�Ϲ����в������Ρ�����λ�����ͨ������ԭ�����͡�
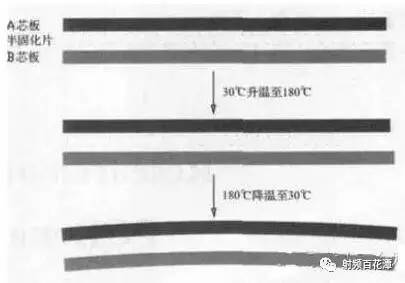
����������CTE���ϴ��о��ͨ����̻�Ƭѹ����һ������Aо��CTEΪ1.5x10-5/�棬о�峤�Ⱦ�Ϊ1000mm����ѹ�Ϲ�����Ϊճ��Ƭ�İ�̻�Ƭ�������������������ͼ�Ρ��̻������ν�����о��ճ����һ��
ͼ1Ϊ��ͨFR-4��֬�ڲ�ͬ���������µĶ�ճ�����ߣ�һ������£����ϴ�90�����ҿ�ʼ���������ڴﵽTG�����Ͽ�ʼ�����̻����ڹ̻�֮ǰ��̻�ƬΪ����״̬����ʱо���ͭ���������Ⱥ���������״̬,�����������ͨ�����Ե�CTE���¶ȱ仯ֵ�õ���
ģ��ѹ������,�¶ȴ�30������180��,
��ʱ����о��������ֱ�Ϊ
��LA=(180��~30��)x1.5x10-5m/��X1000mm=2.25mm
��LB=(180��~30��)X2.5X10-5M/��X1000mm=3.75mm
��ʱ���ڰ�̻���������״̬,����о��һ��һ��,��������,��δ�������Ρ�
��ͼ2,ѹ��ʱ���ڸ����±���һ��ʱ��,ֱ����̻���ȫ�̻�,��ʱ��֬��ɹ̻�״̬,������������,����о������һ��.���¶��½�ʱ,�������֬����,о���ظ�����ʼ����,�������������,��ʵ��������о���ڸ���ʱ�Ѿ����̻�����֬ճ��,�ڽ��¹����в�����������,����Aо��Ӧ������3.75mm,ʵ���ϵ���������2.25mmʱ���ܵ�Aо����谭,Ϊ�����о��������ƽ��,Bо�岻��������3.75mm,��Aо�����������2.25mm,�Ӷ�ʹ������Bо�巽�����,��ͼ2��ʾ��
��ͬCTEо��ѹ�Ϲ����б���ʾ��
��������������֪,PCB��IJ�ѹ�ṹ�����������Ѿ�ͼ�ηֲ��Ƿ���ȣ�ֱ��Ӱ���˲�ͬо���Լ�ͭ��֮���CTE���죬��ѹ�Ϲ����е����������ͨ����̻�Ƭ�Ĺ�Ƭ���̶��������������γ�PCB��ı��Ρ�
2.2 PCB��ӹ�����������ı���
PCB��ӹ����̵ı���ԭ��dz����ӿɷ�Ϊ��Ӧ���ͻ�еӦ������Ӧ�����¡�������Ӧ����Ҫ������ѹ�Ϲ����У���еӦ����Ҫ��������ѷš����ˡ��濾�����С����水����˳���������ۡ�
��ͭ�����ϣ���ͭ���Ϊ˫��壬�ṹ�Գƣ���ͼ�Σ�ͭ���벣����CTE�������������ѹ�Ϲ����м������������CTE��ͬ����ı��Ρ����ǣ���ͭ��ѹ���ߴ�����̲�ͬ��������²�ᵼ��ѹ�Ϲ����в�ͬ������֬�̻��ٶȺͳ̶���ϸ���죬ͬʱ��ͬ���������µĶ���Ҳ�нϴ���죬����Ҳ��������ڹ̻����̲�������ľֲ�Ӧ����һ������Ӧ������ѹ�Ϻ�ά��ƽ�⣬�������պ�ļӹ������ͷŲ������Ρ�
ѹ�ϣ�PCBѹ�Ϲ����Dz�����Ӧ������Ҫ���̣��������ڲ��ϻ�ṹ��ͬ�����ı��μ���һ�ڵķ������븲ͭ��ѹ�����ƣ�Ҳ������̻����̲�������ľֲ�Ӧ����PCB�����ں�ȸ���ͼ�ηֲ���������̻�Ƭ�����ԭ������Ӧ��Ҳ��ȸ�ͭ����������������PCB���д��ڵ�Ӧ�����ں����ס����λ����տ����������ͷţ����°���������Ρ�
�躸���ַ��Ⱥ濾���̣������躸��ī�̻�ʱ���ܻ���ѵ�������PCB�嶼�������ڼ�������̻����躸�¶�150�����ң��պó����е�Tg���ϵ�Tg�㣬Tg��������֬Ϊ�ߵ�̬��������������ػ��ߺ���ǿ�������±��Ρ�
�ȷ纸����ƽ����ͨ���ȷ纸����ƽʱ��¯�¶�Ϊ225��~265��,ʱ��Ϊ3S-6S���ȷ��¶�Ϊ280��~300��.������ƽʱ������½���¯����¯�����������ֽ������µĺ���ˮϴ�������ȷ纸����ƽ����Ϊ����������̡����ڵ�·����ϲ�ͬ���ṹ�ֲ����ȣ������ȹ����б�Ȼ�������Ӧ����������Ӧ����������������
��ţ�PCB���ڰ��Ʒ�εĴ��һ�㶼����ڼ����У������ɽ������IJ����ʣ����ߴ�Ź����жѵ��Ű�ȶ���ʹ���������е���Ρ��������2.0mm���µı���Ӱ���Ϊ���ء�
�������������⣬Ӱ��PCB����ε����ػ��кܶࡣ
3��PCB���������ε�Ԥ��
��·��������ӡ�Ƶ�·�������Ӱ���Ƿdz���ģ�����Ҳ�ǵ�·�����������е���Ҫ����֮һ��װ��Ԫ�����İ��Ӻ��Ӻ�������������ź������롣����Ҳ��װ���������ڵIJ����ϣ����ԣ���·��������Ӱ�쵽���������յ������������ֽ�ӡ�Ƶ�·���ѽ��뵽���氲װ��оƬ��װ��ʱ�������նԵ�·��������Ҫ���ν��Խ��Խ�ߡ���������Ҫ�ҵ���·��������ԭ��

1.������ƣ�ӡ�ư����ʱӦע�����A.����̻�Ƭ������Ӧ���Գƣ���������壬1��2��5��6���ĺ�ȺͰ�̻�Ƭ������Ӧ��һ�£������ѹ������������ B.����о��Ͱ�̻�ƬӦʹ��ͬһ��Ӧ�̵IJ�Ʒ��C. ���A���B�����·ͼ�����Ӧ�����ӽ�����A��Ϊ��ͭ�棬��B��������ߣ�����ӡ�ư���ʴ�̺�ͺ���������������������·������̫����ϡ��һ���һЩ��������������ƽ�⡣
2.����ǰ��壺��ͭ������ǰ��壨150���϶ȣ�ʱ��8��2Сʱ��Ŀ����ȥ�����ڵ�ˮ�֣�ͬʱʹ����ڵ���֬��ȫ�̻�����һ�����������ʣ���Ӧ������Է�ֹ���������а����ġ�Ŀǰ������˫�桢�����Լ������ǰ�������һ���衣��Ҳ�в��ְ�ij����⣬Ŀǰ��PCB ������ʱ��涨Ҳ��һ�£���4��10Сʱ���У��������������ӡ�ư�ĵ��κͿͻ��������ȵ�Ҫ��������������ƴ���滹��������Ϻ�����ϣ����ַ��������У�������Ϻ��塣�ڲ����Ӧ��塣
3.��̻�Ƭ�ľ�γ��̻�Ƭ��ѹ�����γ�������ʲ�һ�������Ϻ͵���ʱ������徭���γ����ѹ���������ɳ�Ʒ����������ʹ��ѹ���������Ѿ���������������ԭ�ܶ���Dz�ѹʱ��̻�Ƭ�ľ�γ��û���壬�ҵ��Ŷ���ɵġ�������־�γ�ɾ��İ�̻�Ƭ����ķ����Ǿ������ȷ�����γ��ͭ������˵����ʱγ�̱��Ǿ����粻��ȷ�����������̻�Ӧ�̲�ѯ��
4. ��ѹ���Ӧ�� �������������ѹ��ѹ��ȡ��������ϳ��ë�ߣ�Ȼ��ƽ���ں�����150���϶Ⱥ�4Сʱ����ʹ���ڵ�Ӧ�����ͷŲ�ʹ��֬��ȫ�̻�����һ���費��ʡ�ԡ�
5.������ʱ��Ҫ��ֱ��0.4��0.6mm���������������ƺ�ͼ�ε��ʱӦ��������ļй������Զ�������ϵķɰ��ϼ��ϱ������һ��Բ���������ɰ��ϵļй����������Ӷ���ֱ�������еİ��ӣ�������ƺ�İ��ӾͲ�����Ρ����˴�ʩ������ƶ���ʮ��ͭ�������������������Բ��ȡ�
6.�ȷ���ƽ����ӵ���ȴ��ӡ�ư��ȷ���ƽʱ�������ۣ�Լ250���϶ȣ��ĸ��³����ȡ����Ӧ�ŵ�ƽ���Ĵ���ʯ��ְ�����Ȼ��ȴ������������������ϴ���������ӷ��������кô����еĹ���Ϊ��ǿǦ����������ȣ������ȷ���ƽ������Ͷ����ˮ�У������Ӻ�ȡ���ڽ��к���������һ��һ��ij������ijЩ�ͺŵİ��Ӻܿ��ܲ����������ֲ�����ݡ������豸�Ͽɼ�װ��������������ȴ��
7.�������ӵĴ�������������Ĺ�����ӡ�ư������ռ���ʱ����100����ƽ���ȼ�顣�����ϸ�İ��Ӷ������������ŵ������ڣ���150���϶ȼ���ѹ�º�3��6Сʱ��������ѹ����Ȼ��ȴ��Ȼ��жѹ�Ѱ���ȡ��������ƽ���ȼ�飬��������Ȳ��ְ��ӣ��еİ��������������εĺ�ѹ������ƽ���Ϻ�������������ѹʽ���̷�ֱ�����Ϻ�������ʹ���ڲ�����·������������ʮ�ֺõ�Ч�����������漰�ķ������Ĺ��մ�ʩ����ʵ�����ְ��Ӻ�ѹҲû�ã�ֻ�ܱ��ϡ�
4��PCB���������
PCB���̱���ο�IPC-A-600G ��2.11ƽ���ȱ��� ���ڱ��氲װԪ��(��SMT��װ)��ӡ�ư���Ť��������Ϊ������0.75%,�������͵İ�Ϊ������1.5%�� ���Է����ο�IPC-TM-650 2.4.22��
��һƪ��FPC���Ե�·�������֪ʶ��һƪ��û����

